
MQIS Ndt Services
We are Technical education organization. In our organization we conduct Ndt inspection courses and provide certification for American and British standard. We have Ten years of experience in the field of oil and gas industry. Clasess are conducted by Onshore and Offshore experts. In few years, we have established a global database of industry experts. They will give you their best offer and carry out your inspection job at the best rate. Enabling human progress in a sustainable manner requires reliable, affordable, and ever-cleaner energy to serve the world’s growing population and create a better future. We believe in the power of humanity to solve any challenge, to overcome any obstacle, and to find responsible solutions that work for all of us.
At MQIS , We strive to build and maintain partnerships with clients and employees, who are the fundamental building blocks of our success. We have based our disorderly marketplace on the best and latest technology and most competent staff in order to provide the fastest turnaround time and best services for clients worldwide. Supported by it’s extensive global footprint around the world, MQIS remains true to its driving force and core focus the fastest turnaround time , the best service at the best price , industry innovation and staff development.
OUR INTERNSHIP PROGRAMWe are conduct internship program for CSWIP 3.0 Visual welding inspection.
NDT Course Offered
Ultrasonic Test

Ultrasonic testing (UT) comprises a range of NDT techniques send ultrasonic waves through an object or material. These high frequency sound waves are transmitted into materials to characterise the material or for flaw detecting. Most UT inspection applications use short pulse waves with frequencies ranging from 0.1-15 MHz, although frequencies up to 50 MHz can be used. One common application for this test method is ultrasonic thickness measurement, which is used to ascertain the thickness of an object such as when assessing pipework corrosion.
ultrasonic testing is ideal for detecting flaws and defects without damaging the object or material being tested. Periodic ultrasonic inspections can also be used to check for corrosion or for growth of known flaws, and thus potentially prevent to a failure of a part, component or entire asset. It is used in a wide range of industries including aerospace, automotive, construction, medical, metallurgy, and manufacturing
Radiographic Test

Industrial radiography involves exposing a test object to penetrating radiation so that the radiation passes through the object being inspected and a recording medium placed against the opposite side of that object. For thinner or less dense materials such as aluminum, electrically generated x-radiation (X-rays) are commonly used, and for thicker or denser materials, gamma radiation is generally used.
The recording media can be industrial x-ray film or one of several types of digital radiation detectors. With both, the radiation passing through the test object exposes the media, causing an end effect of having darker areas where more radiation has passed through the part and lighter areas where less radiation has penetrated. If there is a void or defect in the part, more radiation passes through, causing a darker image on the film or detector.
Penetrant Test
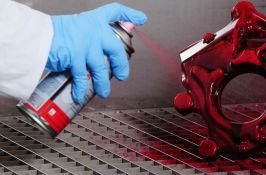
The basic principle of liquid penetrant testing is that when a very low viscosity (highly fluid) liquid (the penetrant) is applied to the surface of a part, it will penetrate into fissures and voids open to the surface. Once the excess penetrant is removed, the penetrant trapped in those voids will flow back out, creating an indication. Penetrant testing can be performed on magnetic and non-magnetic materials, but does not work well on porous materials. Penetrants may be "visible", meaning they can be seen in ambient light, or fluorescent, requiring the use of a "black" light.
When performing a PT inspection, it is imperative that the surface being tested is clean and free of any foreign materials or liquids that might block the penetrant from entering voids or fissures open to the surface of the part. After applying the penetrant, it is permitted to sit on the surface for a specified period of time (the "penetrant dwell time"), then the part is carefully cleaned to remove excess penetrant from the surface. When removing the penetrant, the operator must be careful not to remove any penetrant that has flowed into voids. A light coating of developer is then be applied to the surface and given time ("developer dwell time") to allow the penetrant from any voids or fissures to seep up into the developer, creating a visible indication. Following the prescribed developer dwell time, the part is inspected visually, with the aid of a black light for fluorescent penetrants. Most developers are fine-grained, white talcum-like powders that provide a color contrast to the penetrant being used.
Magnetic Test

Magnetic Particle Testing uses one or more magnetic fields to locate surface and near-surface discontinuities in ferromagnetic materials. The magnetic field can be applied with a permanent magnet or an electromagnet. When using an electromagnet, the field is present only when the current is being applied. When the magnetic field encounters a discontinuity transverse to the direction of the magnetic field, the flux lines produce a magnetic flux leakage field of their own as shown in Figure 1. Because magnetic flux lines don't travel well in air, when very fine colored ferromagnetic particles ("magnetic particles") are applied to the surface of the part the particles will be drawn into the discontinuity, reducing the air gap and producing a visible indication on the surface of the part. The magnetic particles may be a dry powder or suspended in a liquid solution, and they may be colored with a visible dye or a fluorescent dye that fluoresces under an ultraviolet ("black") light.
Visual Test

Visual testing is a popular NDT method, because it is so easy to perform, it is a low-cost method, and it requires minimal equipment. VT involves observing a component with the naked eye to evaluate the presence of surface discontinuities. VT can be assisted with optical instruments such as magnifying glasses, boroscopes, mirrors, and other computer equipment for remote viewing. If a component can be viewed, visual testing is the first method of testing in an NDT examination. Visual testing can be performed on components that show visible corrosion or degradation such as welds, storage tanks, piping, boilers, and pressure vessels.
Advanced NDT

EDDY CURRENT TESTING
The Eddy testing method is used to inspect inside conductive materials without removing non-conductive coatings such as paint. Eddy Current involves observing changes in the flow of an electrical current through the material being tested. A change in the material such as a crack affects the flow of the induced current which allows the precise area affected to be determined.practical application of eddy current testing and writing techniques and instructions for detection of flaws in cast and wrought product, material identification/determination of properties, coating thickness.
INTERNAL ROTARY INSPECTION SYSTEM (IRIS)
Internal Rotary Inspection system(IRIS) is an ultrasonic method for the nondestructive testing of pipes and tubes.The IRIS probe is inserted into a tube that is flooded with water,and the probe is pulled out slowly as the data is displayed and recorded.The ultrasonic beam allows detection of metal loss from the inside and outside of the tube wall.
PHASED ARRAY ULTRASONIC TESTING (PAUT)
This technique can be used to inspect more complex geometries that are difficult and much slower to inspect with single probes. PAUT can be used to inspect almost any material where traditional UT methods have been utilized, and is often used for weld inspections and crack detection. Compared to other forms of UT, PAUT has several advantages. PAUT can be conducted more quickly than other forms of UT, often within a fraction of a second. It can easily be used for repeat scans because it has a high degree of repeatability. By emitting beams of multiple different angles sequentially, PAUT is able to create detailed and accurate cross-sections of a part. It is also particularly useful in situations where there is less room for mechanical scanning because it’s able to sweep the beam without moving the probe.
TIME OF FLIGHT DIFFRACTION (TOFD)
TOFD uses the time of flight of an ultrasonic pulse to find the location of a reflector. It can also be used for weld overlays and the heat affected zones of other components as well such as piping, pressure vessels, clad material, storage tanks, and structural steel.Like most UT methods, TOFD works by emitting sound waves into a component and measuring the time from them to return. What makes TOFD different from other UT methods is that, rather than measuring only for the high amplitude sound waves that reflects off of the back of the component, it instead measures the response time of low amplitude waves that are diffracted by the tips of cracks.
Welding And Plant Inpsector

WELDING AND PLANT INSPECTOR
We are conduct QA/QC inspectioncourses, training and Examinations. And more over CSWIP, AWS and API Preparatory classes conducted and instructions.
QUALITY ASSURANCE(QA)
Involves the design of processes, such as documenting standard operating procedures. A safe, effective product should be the result every time processes are followed.
QUALITY CONTROL(QC)
Personnel perform the testing and compare the results to the specification requirements. They are contractually responsible for controlling the quality of the work performed.
CERTIFICATION SCHEME FOR WELDING INSPECTION PERSONNEL (CSWIP)
Mqis provides internationally recognized, role-specific competence for people engaged in welding, joining, materials integrity and inspection in manufacturing, construction, operation or repair of high integrity structures, plant or machinery.
AMERICAN WELDING SOCIETY (AWS)
Welding Procedure Specifications, building and welding plans, equipment calibration, and welding materials. You’ll be responsible for verifying that all of these documents are correct. You’ll also be instrumental in the development of WPSs.It’ll be your responsibility to inspect base and consumable materials. You’ll also need to make sure that the correct cutting methods, joint positions, welder settings and even things like clamp placement and alignment are correct.You’ll need to keep an eye on the welding process throughout production to make sure that everything proceeds smoothly and that everyone continues to follow the expectations of the standard.Conduct inspections, and identify and supervise repairs.
AMERICAN PETROLEUM INSTITUTE (API)
Certified API inspectors must have a broad knowledge base relating to maintenance, inspection, repair, and alteration of Piping and Equipments. The API examination is designed to determine if individuals have such knowledge.This certification program benefits employers and the industry as a whole by helping to Improve management control of process unit operation, repair, and maintenance. Reduce the potential for inspection delays. Provide a continued high level of safety through the use of highly specialized and experienced inspectors
NDT Courses & Services
-

UT
-

RT
-

PT
-

MT
-

VT
-

PAUT / TOFD
-

CSWIP & API
-

Rope Access
-

100% Job Assured
-

Off-Shore





 Send Message
Send Message